Implementing management of quality assurance (QA) in medical and industrial laser systems can be a complex process that involves several different steps, including:
Risk analysis: This involves comprehensive analysis of the risk of a process and a product. Such analysis is conducted by a competitive team and is moderated by a QA specialist. The risk analysis identifies weak points in the process and product indicating the areas which have to be further improved.
Developing a QA plan: This involves creating a comprehensive plan that outlines the specific QA activities that will be performed, the personnel responsible for performing these activities, and the schedule for performing these activities.
Training personnel: This involves training personnel on the QA processes, procedures, and equipment that will be used. This includes training on the operation, maintenance, and repair of the laser systems, as well as training on the proper handling and disposal of hazardous materials.
Performing QA activities: This involves performing the specific QA activities that are outlined in the QA plan. This can include testing and calibrating the laser systems, inspecting and accepting the laser systems, performing maintenance and repairs, and maintaining accurate and complete records of the QA activities.
Auditing the QA processes: This involves regularly auditing the QA processes to ensure that they are being performed correctly and that the laser systems are meeting the requirements of the application.
Continual improvement: This involves analyzing the QA process and data regularly and making adjustments to the process to improve the quality of the product and the efficiency of the process.
Compliance with regulations: This involves ensuring that the laser systems and the QA processes comply with the relevant regulatory requirements such as FDA, ISO and others.
It’s worth noting that implementing QA management in medical and industrial laser systems requires a thorough understanding of the specific requirements of the application and the relevant regulations. Additionally, it requires a commitment to continuous improvement and a willingness to make changes to the process as necessary. A team of experts with different skill sets, such as laser engineers, quality experts and regulatory compliance experts, should be involved in the process.
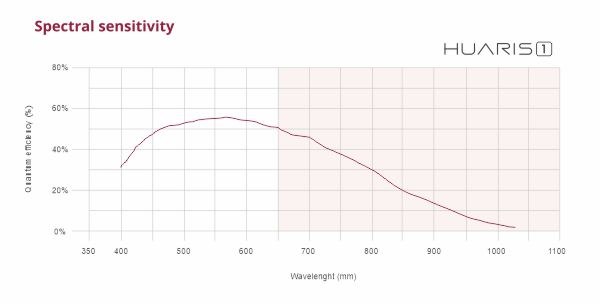
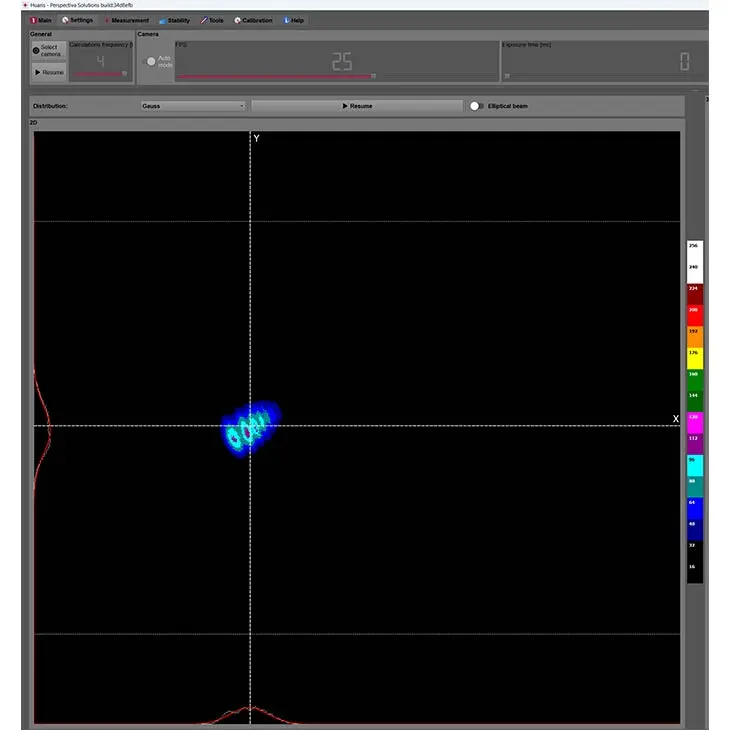
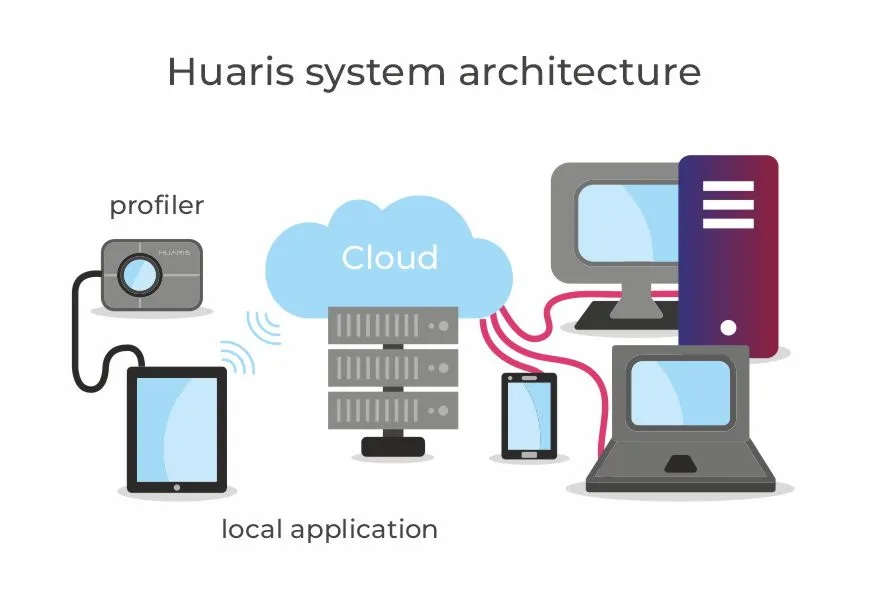
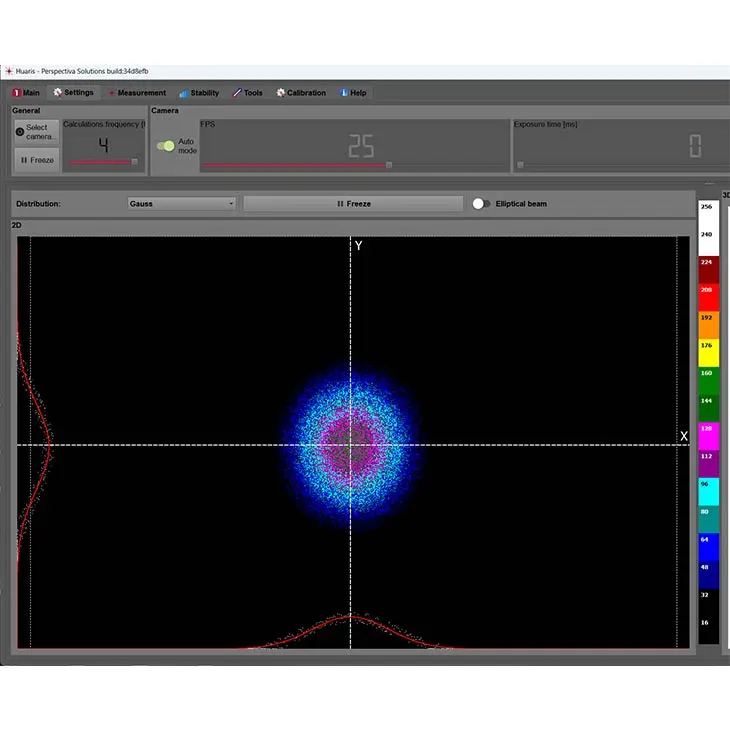
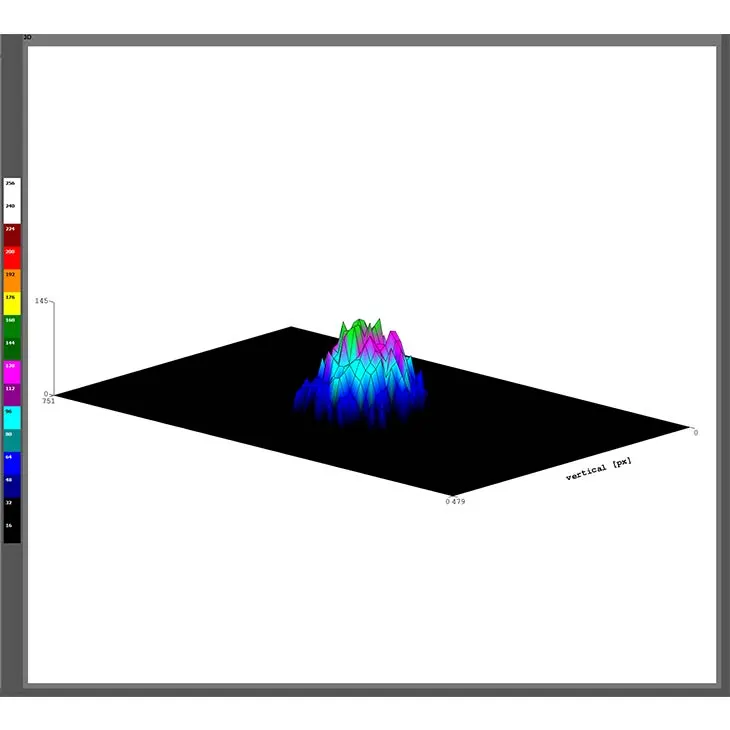
Moreover, a specific equipment, e.g. Huaris laser beam profilers, in the laser examination has to be used, parameters recorded and non-editable reports generated.